
Mga Proseso sa Paggawa ng Ibabaw ng Lightsaber Hilt
Ang paggamot sa ibabaw ay hindi lamang tungkol sa kulay; ito ang nagtatakda ng pakiramdam sa paghawak, tibay, at kahusayan sa pagsasama ng hilt. Hinati namin ang aming mga proseso sa limang yugto ng teknikal.

1. Mekanikal na Teksturisasyon
Unang hakbang matapos ang CNC machining. Pagtatakda ng pisikal na katangian ng metal.
1.1CNC Turning —— Ang "Skeletal & Skin"
Ang workpiece ay umiikot nang mabilis (2000+ RPM) habang ang isang stationary tool ay kumukuha ng materyal.
Ano ang nililikha nito:
Profiling
Pagpapalit ng manipis na bar sa mga elegante at kurbadong hugis, choke points (mga manipis na leeg), at mga hugis ng emitter. Ito ang nagtatakda ng Ergonomics ng hilt.
Precision Threading —— Mahalaga para sa Kalidad
Paggawa ng mga male at female threads na nagpapahintulot sa Pommel at Body na iscrew nang magkasama.
Indikador ng Mataas na Antas: Mga makinis na threads na kumakapit nang tahimik nang walang tunog na "nakakagritong" friction.
Knurling —— Haptikong Pagkakahawak
Pagpindot ng isang patterned na roller sa umiikot na metal upang lumikha ng teksturadong pagkakahawak.
Mga Uri: Diamond Knurl (malakas na pagkakahawak), Straight Knurl (klastikong hitsura).
Pangunahing Gamit: Pinipigilan ang saber na mahulog sa iyong kamay habang nasa duelo.
Grooving para sa Heat Sink
Pagguhit ng malalim at parallel na mga singsing (karaniwang malapit sa emitter).
Pangunahing Gamit: Nagpapataas ng surface area upang ma-dissipate ang init mula sa mataas-na-kapangyarihang LED, habang binibigyang-pugay ang klasikong "Thin Neck" aesthetic ni Luke Skywalker.
Pagsisiyasat
Lohika ng Gastos: Nakasalalay buong-buo sa target na Ra (Roughness Average).
Mataas na Kinis = Mataas na Gastos: Ang pagkamit ng mirror finish ay nangangailangan ng multi-stage buffing. Anumang depekto ay napapansin, na nagreresulta sa mataas na rate ng rejection.
"Paggupit ng Diamond" / Pagpapahusay ng Chamfering
Proseso: Pagkatapos anodize ang hilt (Itim), ibabalik ito sa lathe. Ang isang tool na may diamond ang gagamitin upang putulin ang pinakadulong gilid ng mga singsing.
Epekto: Ibinubunyag nito ang hilaw, kumikinang na pilak na aluminum sa ilalim ng itim na kulay. Nagdudulot ito ng malakas na epekto ng "Kontrast ng Silver Ring".

1.2.CNC Milling — Ang "Mga Katangian at Detalye"
Ipinipigilan ang hilt sa posisyon nito, at ang mataas na bilis na umiikot na drill/cutter ang gumagalaw palibot dito upang ukulin ang mga hugis.
Ano ang nililikha nito
Pagpapalawak at Pagpapalawak ng Butas
Butas para sa Switch: Paglikha ng eksaktong 12mm o 16mm na butas para sa pindutan ng pag-activate. Dapat itong perpektong bilog.
Pasilidad para sa Pag-charge: Pagmamill ng oblong na butas para sa Type-C USB port.
Mga Butas para sa Set Screw: Mga maliit na butas para sa mga turnilyo na nagpapanatili ng posisyon ng blade.
Pocketing
Paglikha ng patag na butas (Pocket) upang ang button o control box ay naka-level sa ibabaw ng hilt, imbes na tumutumbok palabas.
Benepisyo: Nagiging mas komportable ang paghawak sa saber (walang buttons na pumipindot sa iyong kamay).
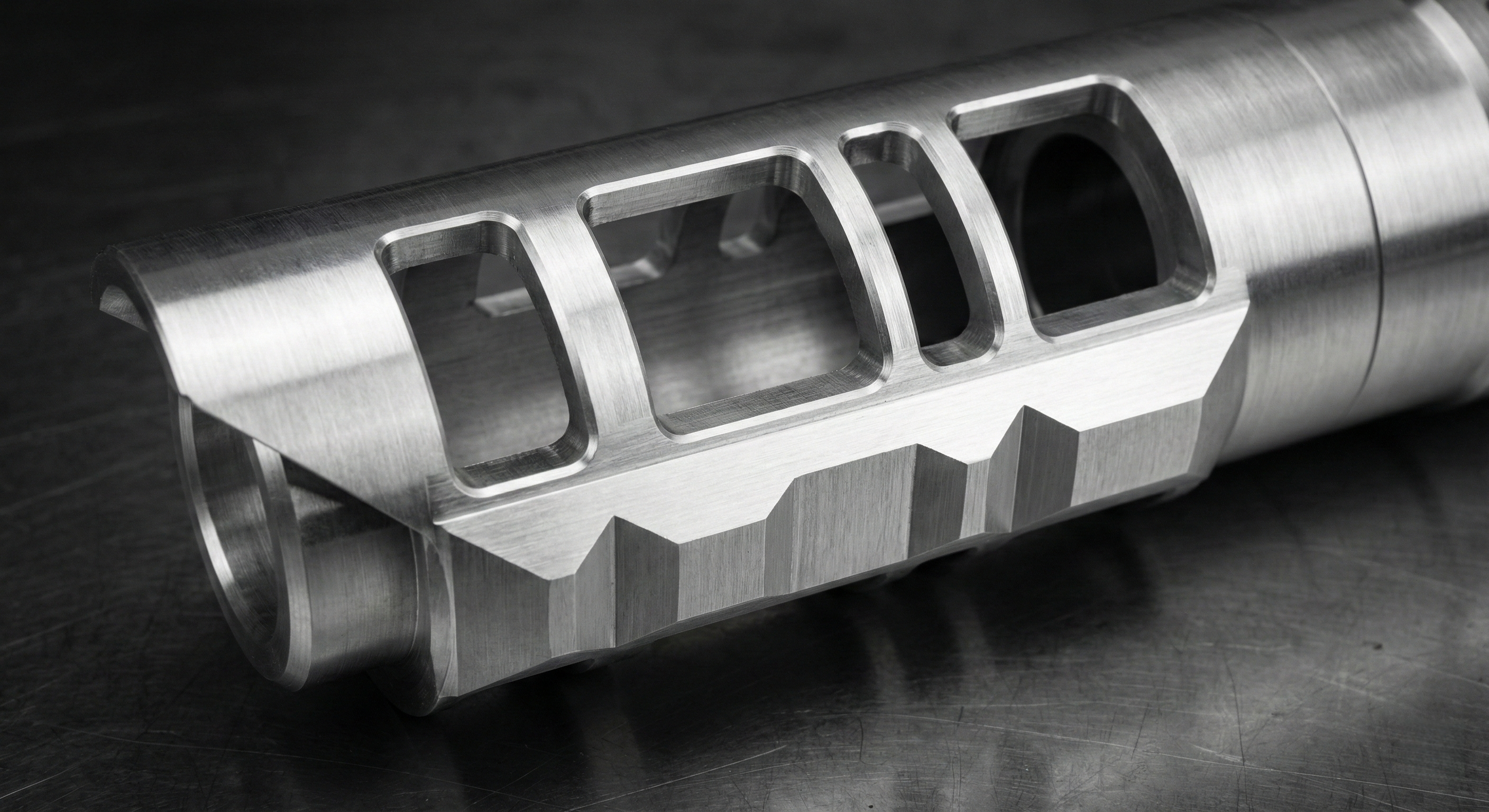
Windows / Skeletonizing
Pagpuputol ng mga puwang sa bahagi ng Emitter.
Punsiyon: Pinapahintulutan ang liwanag mula sa blade na sumilay sa gilid ng metal ("Shine-through effect"). Mahalaga para sa mga disenyo tulad ng Starkiller o Kylo Ren styles.
Geometric Surfacing
Pagpapaliit sa mga gilid ng bilog na tubo upang gawin itong parisukat, hexagonal, o octagonal.
Estetika: Binabago ang simpleng tubo sa isang kumplikadong, sci-fi geometric na sandata.
Pag-iskulto
Paggamit ng napakaliit na milling bit upang ukulin nang malalim ang mga logo, mga simbolo ng grupo (Jedi/Sith crests), o mga pattern ng circuit board (Reveal core style) diretso sa metal.
Kabuluhan kumpara sa Laser: Ang milled engraving ay may lalim (3D na pakiramdam), samantalang ang laser ay nasa ibabaw lamang (surface burning).
2.Pagbuo at Pagkast: Ang Kapangyarihan ng Mass Production
Kapag ang isang disenyo ay masyadong kumplikado para sa CNC, o kapag ang dami ay napakalaki (1000+ na yunit), maaari ilipat mula sa pagmamachine patungo sa pagbuo. Kasali dito ang paggawa ng isang pangunahing mold at pagpupuno nito ng tinunaw na metal.

2.1. Zinc Alloy Die Casting
Ang "Heavy Metal" para sa mga Kumplikadong Detalye.
Ang Proseso (High-Pressure Die Casting – HPDC): Gumagawa kami ng isang bakal na mold. Pagkatapos, ipinapasok namin ang likidong Zinc Alloy (Zamak) dito sa mataas na presyon. Nag-iinit ito at tumitigas sa loob lamang ng ilang segundo.
Bakit ginagamit namin ito
Mga Kumplikadong Hugis: Perpekto para sa mga bahagi na may mga kakaibang kurba, o mga detalyadong control box na kailangan ng maraming oras para i-carve gamit ang CNC.
Timbang: Ang zinc ay mabigat (density: 6.7 g/cm³). Ginagawa nitong tila "premium" at bigat ang mga murang hilt.
Presyo: Kapag na-bayad na ang mold, napakababa ng presyo bawat yunit.
Ang Negatibong Panig
"Panganib ng Pot Metal": Ang zinc ay mahina. Kung mahulog sa semento, maaaring mabasag ang isang manipis na bahagi na gawa sa zinc.
Mga Isyu sa Plating: Kung may hangin na mga butas (porosity) ang casting, ang electroplating ay magkakaroon ng "mga pitting" (maliit na butas).
2.2. Steel Investment Casting
Kilala rin bilang "Lost Wax Casting".
Koreksyon para sa B2B: Mga tao bihirang gamitin ang "Die Casting" para sa bakal dahil ang bakal ay natutunaw sa 1500°C (napakainit para sa karaniwang mga mold). Sa halip, sila gamitin ang "Precision Casting".
Ang proseso:
Gumawa ng Modelo na Gawa sa Wax (i-inject ang wax sa loob ng isang mold).
Balutan ang wax ng ceramic sand upang makabuo ng shell.
Tunawin ang kandila ("Lost Wax").
Ilagay ang tinunaw na Carbon Steel o Stainless Steel sa ceramic shell.
Bakit ginagamit namin ito
Mga Imposibleng Heometriya: Para sa mga bahagi tulad ng ulo ng dragon, bakal na bungo, o organikong kurba sa pommel ng hilt. Ang CNC ay hindi kayang i-cut ang "undercuts" o mga hugis na biyolohikal; ang pag-cast naman ay kayang gawin ito.
Lakas ng Materyal: Hindi tulad ng Zinc, ang Cast Steel ay napakahusay na matibay at maaaring i-weld.
Paggamit sa Lightsabers:
Crossguards: Tulad ng mga ngipin-ngipin na side vents sa lightsaber ni Kylo Ren.
Mga Panloob na Chassis Skeleton: Para sa mga high-end na disenyo ng "Master Chassis" na gawa sa metal.
2.3. MIM (Metal Injection Molding)
Ang High-Tech na "Casting".
Konsepto: Paghalo ng metal powder sa plastic binder, pag-inject nito tulad ng plastic, at pagkakasunog sa oven ng plastic upang maiwan ang solidong metal.
Paggamit: Mga maliit at napakatumpak na bahagi ng bakal tulad ng mga Pindutan ng Switch, mga Screws na Pananggalang, o mga Mekanismo ng Latch.
3. Pagpapaputik (Sandblasting) / Pagpapabulas (Bead Blasting)
Proseso: Pagpapaputik o pagpapabulas sa aluminum upang alisin ang mga marka ng CNC tool.
Logic ng Grade
Malalaking Butil ng Buhangin: Mura at epektibo, industriyal na anyo, nakatatago nang mabuti ang mga sugat.
Mga Sariwang Buto ng Salamin: Premium na huling anyo. Nagbibigay ng manipis at satin-like na tekstura (katulad ng Apple). Mas mahal dahil sa mas mabagal na oras ng pagproseso at sa presyo ng media.
4. Pagbubrusa
Tungkulin: Paglikha ng mga guhit na direksyonal na ugat.
Kabutihan: Napakahusay sa pagtatago ng mga bagong sugat dulot ng paggamit. Hindi tulad ng mga pinolish na ibabaw, ang isang bagong sugat ay maii-blend sa tekstura ng brushed surface.
5.pagpapaliwanag
Lohika ng Gastos: Nakasalalay buong-buo sa target na Ra (Roughness Average).
Mataas na Kinis = Mataas na Gastos: Ang pagkamit ng mirror finish ay nangangailangan ng multi-stage buffing. Anumang depekto ay napapansin, na nagreresulta sa mataas na rate ng rejection.
6. Kimikal at Elektrokimikal na Pagkulay
Pagbabago sa molekular na istruktura ng ibabaw. Paalala: Narito ang nangyayaring pagbabago sa sukat.

6.1. Anodizing
Katayuan: Pangunahing Kasaganaan sa Industriya.
Pisika: Lumalago ang isang oxide layer papaalis at papasok sa ibabaw ng aluminum. Hindi ito natutumba tulad ng pintura.
6.2. Electroplating
Aplikasyon: Ginagamit para sa mga finishing na Chrome, Tunay na Ginto, o Pilak.
Electroplating sa Aluminum: Ang "Jewelry Grade" na Finishing
Ang electroplating ay nagtatakda ng isang layer ng ibang metal sa ibabaw ng aluminum. Hindi tulad ng anodizing (na pumapasok sa loob ng metal), ang plating ay nananatili sa ibabaw lamang. Ito ay nagdaragdag ng kapal at lumilikha ng kisame-katulad na ningning na hindi kayang gawin ng anodizing.
Babala sa Inhinyeriya: Ang plating na may toleransya ay nagdaragdag ng 20–50 microns. KAILANGAN mong idisenyo ang mga ulo ng bulto nang mas maluwag upang sakupin ang dagdag na kapal na ito, kung hindi man, ang mga bahagi ay hindi maaaring i-screw nang maayos.
Mga Pangunahing Layer
Hindi mo sila nakikita, ngunit sila ang nagtatakda ng tagumpay.
Nikel Plating —— Ang "Binder"
Visual: Mainit na Pilak. May bahagyang dilaw/gintong tono kung ihahambing sa Chrome.
Function: Ito ang pangunahing layer para sa lahat ng iba pang kulay ng plating.
Stand-alone Finish: Ginagamit sa ilang sabre na may vintage-style para sa isang "nagamit na" metallic na itsura. Hindi ito kasing matigas ng Chrome ngunit nag-aalok ng mahusay na paglaban sa corrosion.
Zinc Plating —— HINDI para sa mga Katawan na Gawa sa Aluminum
Kadalasan, HINDI ginagawa ng mga tao ang Zinc plating sa mga hilt na gawa sa aluminum. Ang zinc plating ay pangit (bluish-grey/rainbow) at idinisenyo upang pigilan ang bakal na magkaroon ng rust. Dahil ang aluminum ay hindi nagrurust, ang pag-zinc plate nito ay walang kabuluhan at tila murang gawa.
Usage: Ginagamit lamang para sa panloob na mga bakal na turnilyo o bakal na springs.
Ang Chrome Family
Ang Hari ng Pagtitiis.
Maliwanag na Chrome —— Ang "Salamin"
Paniging: Malamig na Asul-Putî. Lubos na sumasalamin, tulad ng salamin.
Pisika: Lubos na matigâs (HV 800+). Tinitiyak ang paglaban sa mga ugat mula sa singsing o guwantes.
Paggamit: Ang klasikong "Sci-Fi" na perpektong hitsura (halimbawa: istilo ng armor ni Captain Phasma).
Itim na Chrome —— Ang Huling Pabango ng "Sith"
Paniging: Malalim, mapulang Itim na Asul-Itim hanggang Itim. Parang "Likidong Kadiliman."
Kabuluhan mula sa Itim na Paint: Ang paint ay tila patag; ang Itim na Chrome naman ay tila metaliko at translucent, na pinapanatili ang pakiramdam ng metal.
Pearl Chrome / Satin Chrome
Paniging: Matte na Pilak. Hindi sumasalamin, tila mataas na kalidad na mga kagamitan sa banyo o ibabaw ng Apple MacBook (ngunit may plating).
Taktile: Napakaglat ngunit hindi pandikit. Mainam para sa pagkakahawak.
Ang Pamilyang Gold
Kaginhawahan at Katayuan.
Tunay na Pagkakapal ng Gold – 18K / 24K
Biswal: Mayamang, Malalim na Dilaw. Hindi maikakailang kaginhawahan.
Presyo: Napakataas.
Tibay: Ang gold ay malambot. Mabilis itong nawawala kapag madalas gamitin (halimbawa sa pagduel).
Imitasyon ng Gold / Pagkakapal ng Brass
Biswal: Dilaw-na-Gold, ngunit bahagyang mas maliwanag o "mas brass" kaysa tunay na gold.
Presyo: Mababa.
Kahinaan: Magpapakita ito ng karumal-dumal (oxidation) sa paglipas ng panahon, at magiging pangit o berde kung hindi ito pinagkabalot ng transparent na coating.
Ang Rose Gold
Komposisyon: Plating na gawa sa ginto at alay ng tanso.
Pangitain: Pinkish-Gold. Napakasikat at elegante.
Katatagan: Mas mainam kaysa 24K na ginto dahil sa nilalaman nitong tanso, ngunit nananatiling madaling mawala ang kulay sa paglipas ng mga taon.
Espesyal at Eksotikong Plating
Ruthenium Plating
Pangitain: Jet Black / Madilim na Grey. Katulad ng Black Chrome ngunit mas matigas at mas tumutol sa korosyon. Ginagamit sa de-luho na alahas.
Presyo: Napakataas.
Tin-Cobalt
Pangitain: Mukhang kapareho ng Chrome ngunit medyo mas madilim (Cool Grey).
Benefisyo: Mahusay na "Throwing Power" (kaya nitong mag-plating sa malalim na guhitan/mga butas nang mas mahusay kaysa Chrome). Napakahusay para sa mga kumplikadong disenyo ng hilt.
Plating vs. PVD
(Kailangang basahin para sa mga kulay Gold/Rainbow)
Ang Problema sa Electroplated Gold: Malambot ito at nawawala ang kulay nito.
Ang Solusyon: PVD (Physical Vapor Deposition) para sa mga finishes na Gold, Rose Gold, at Rainbow (Neo-Chrome); inirerekomenda ang PVD kaysa sa Aluminum (matapos ang Nickel plating).

Titanium Nitride (TiN): Mas matigas kaysa sa bakal, may hitsura na parang Gold. Hindi ito mabubura dahil sa pag-scratch.
Rainbow / Oil Slick: Maaari lamang gawin sa pamamagitan ng PVD, hindi sa electroplating.
6.3. Acid Etching
Proseso: Gamit ang acid upang tanggalin ang metal, na nagbubuo ng mga relief pattern.
Mahalaga sa Engineering: Ang pag-accumulate ng toleransya (Tolerance Stack-up) ay malaki ang epekto ng mga kemikal na proseso sa mga dimensyon. Ang electroplating ay nagdaragdag ng kapal, samantalang ang etching ay nag-aalis ng materyal. Kailangan ng mga inhinyero na kalkulahin ang "Process Allowance" sa mga CAD drawing. Ang kabiguan na kompensahin ito ay magreresulta sa: hindi pagkasya ng mga bahagi, pagkaburak ng mga threads, o pagkakapit (masyadong mahigpit) ng mga komponente.
7. Mga Aplikasyon ng Coating
Paglalagay ng panlabas na layer sa ibabaw ng metal.

7.1. Powder Coating
Katatagan: Sinisigang pulbos na plastik. Mas matibay kaysa likidong pintura, tumutol sa pagkakaskas habang nasa labanan.
7.2. Pintura at UV
Paggamit: Mga kumplikadong disenyo (halimbawa: mga linya ng Cyberpunk).
Pangunahing Tungkulin: Ang UV Clear Coat ay sapilitan upang isara ang disenyo at magbigay ng makinis na pakiramdam sa paghawak.
7.3. Water Transfer / Hydro-dipping
Paggamit: Mga tekstura ng kahoy, camo, at carbon fiber sa mga baluktot na ibabaw.
Limitasyon: Ang disenyo ay isang manipis na pelikula ng tinta; kailangan ng makapal na clear coat upang maiwasan ang pagkasira.
8. Thermal at Laser Processing
Modernong pagmamanufacture na nakabase sa pag-alis gamit ang enerhiya ng liwanag.
8.1. Pag-uukit ng Laser
Ibabaw: Tinatanggal ang anodized na layer upang ipakita ang hilaw na aluminum (mga logo na puti/pilak).
8.2. Malalim na Pag-uukit ng Laser
Tekstura: Sinusunog nang malalim sa metal upang lumikha ng mga tekstura para sa pagkakapit o mga pattern na may relief nang walang kemikal.
9. Post-Processing / Pagpapandarayuhan
Ang Kaluluwa ng Replica. Ang pagbabago ng isang produkto mula sa pabrika patungo sa isang veteranong sandata.

9.1. Pisikal na Pagpapandarayuhan
Teknik: Paggamit ng liha, mga bato para sa pagpapabilis ng paggiling (tumbling stones), o mga file upang imitate ang pinsala sa labanan at pagkasira sa mga gilid.
9.2. Kemikal na Pagpapandarayuhan
Teknik: Paggamit ng Aluminum Black (Selenium Dioxide) para oksihen ang hilaw na aluminum at gawing madilim na abo/itim na residuo nang agad.
Paalala sa Gastos at Kaligtasan:
Panganib sa Kalusugan: Ang mga kemikal ay nakakalason at nakakasira sa DNA. Kailangan ng mga manggagawa na magsuot ng buong PPE (Personal Protective Equipment).
Mahal na Gastos: Ang manu-manong aplikasyon ay mabagal, at ang mahigpit na mga protokol sa kaligtasan ay nagpapataas ng mga gastos sa paggawa nang malaki.