
กระบวนการผลิตพื้นผิวด้ามจับดาบแสง
การเคลือบผิวไม่ใช่เพียงเรื่องของสีเท่านั้น แต่ยังกำหนดความรู้สึกเมื่อสัมผัส ความทนทาน และความแม่นยำในการประกอบด้ามจับ เราแบ่งกระบวนการของเราออกเป็นห้าขั้นตอนทางเทคนิค

1. การสร้างพื้นผิวด้วยเครื่องจักรกล
ขั้นตอนแรกหลังจากการกลึงด้วยเครื่อง CNC เพื่อกำหนดลักษณะทางกายภาพของโลหะ
1.1การกลึงด้วยเครื่อง CNC —— "โครงร่างและเปลือกนอก"
ชิ้นงานหมุนด้วยความเร็วสูง (มากกว่า 2,000 รอบต่อนาที) ขณะที่เครื่องมือคงที่ทำการตัดเนื้อวัสดุออก
สิ่งที่กระบวนการนี้สร้างขึ้น:
การตัดรูปทรง
เปลี่ยนแท่งโลหะดิบหนาให้กลายเป็นรูปโค้งอันสง่างาม จุดคอด (ส่วนคอที่บางลง) และรูปร่างของส่วนปล่อยแสง ซึ่งกำหนดหลักสรีรศาสตร์ของด้ามจับ
การตัดเกลียวแบบความแม่นยำสูง —— สำคัญต่อคุณภาพ
การตัดเกลียวชายและเกลียวหญิงที่ทำให้ส่วนลูกโลก (Pommel) กับส่วนตัวถัง (Body) สามารถขันยึดเข้าด้วยกันได้
สัญญาณของผลิตภัณฑ์ระดับพรีเมียม: เกลียวที่เรียบเนียน ขันเข้าด้วยกันได้อย่างเงียบเชียบ โดยไม่มีเสียงเสียดทานแบบหยาบกร้าน
การขึ้นลวดลายแบบสัมผัส —— เพื่อเพิ่มแรงยึดจับ
การกดลูกกลิ้งที่มีลวดลายลงบนโลหะที่กำลังหมุน เพื่อสร้างพื้นผิวที่มีลักษณะเป็นรอยหยักหรือลวดลายสำหรับการจับยึด
ประเภท: ลวดลายแบบเพชร (ให้แรงยึดจับสูง) และลวดลายแบบเส้นตรง (ให้ลักษณะคลาสสิก)
หน้าที่: ป้องกันไม่ให้ดาบเลเซอร์หลุดมือขณะต่อสู้
ร่องระบายความร้อน
การตัดวงแหวนขนานลึก (มักอยู่ใกล้บริเวณหัวปล่อยลำแสง)
หน้าที่: เพิ่มพื้นที่ผิวเพื่อช่วยกระจายความร้อนจาก LED กำลังสูง พร้อมทั้งแสดงถึงสไตล์คลาสสิกของลุค สกายวอล์คเกอร์ ที่มีส่วนคอของด้ามจับบาง ('Thin Neck')
การขัดเงา
หลักเกณฑ์ต้นทุน: ขึ้นอยู่โดยสมบูรณ์กับค่า Ra เป้าหมาย (ค่าเฉลี่ยความหยาบผิว)
ผิวเงาสูง = ต้นทุนสูง: การได้ผิวแบบกระจกต้องผ่านกระบวนการขัดหลายขั้นตอน ข้อบกพร่องใดๆ จะมองเห็นได้ชัดเจน จึงทำให้อัตราการคัดทิ้งสูง
"การตัดแบบเพชร" / การเชิฟเฟอร์ขอบแบบเน้นแสงสะท้อนสูง
กระบวนการ: หลังจากด้ามจับผ่านการชุบออกซิเดชันแล้ว (สีดำ) จะนำกลับไปติดตั้งบนเครื่องกลึงอีกครั้ง จากนั้นใช้เครื่องมือแบบเพชรตัดขอบด้านนอกของวงแหวนอย่างแม่นยำ
ผลลัพธ์: เปิดเผยผิวอะลูมิเนียมสีเงินสดใสดั้งเดิมที่อยู่ใต้ชั้นสีดำ สร้างเอฟเฟกต์คอนทราสต์แบบ 'วงแหวนสีเงิน' ที่โดดเด่นสะดุดตา

1.2.การกัดด้วยเครื่อง CNC —— 'ลักษณะเด่นและรายละเอียด'
ด้ามจับถูกล็อกอยู่กับที่ และสว่าน/เครื่องตัดแบบหมุนความเร็วสูงเคลื่อนที่รอบด้ามจับเพื่อแกะสลักเป็นรูปร่างต่าง ๆ
สิ่งที่สร้างขึ้น
การเจาะและการไส
รูสำหรับติดตั้งสวิตช์: การเจาะรูขนาด 12 มม. หรือ 16 มม. อย่างแม่นยำสำหรับปุ่มเปิดใช้งาน ซึ่งต้องมีลักษณะกลมสมบูรณ์แบบ
พอร์ตชาร์จ: การไสช่องรูปไข่สำหรับพอร์ต USB Type-C
รูสำหรับสกรูยึด: รูเล็ก ๆ สำหรับสกรูที่ใช้ยึดใบมีดให้อยู่กับที่
ผ้าทำกระเป๋า
การสร้างพื้นที่เว้าแบน (Pocket) เพื่อให้ปุ่มหรือกล่องควบคุมวางเรียบเสมอกับผิวด้ามจับ แทนที่จะยื่นออกมา
ประโยชน์: ทำให้ดาบแสงจับได้สะดวกสบายยิ่งขึ้น (ไม่มีปุ่มใด ๆ ที่กดลงบนฝ่ามือคุณ)
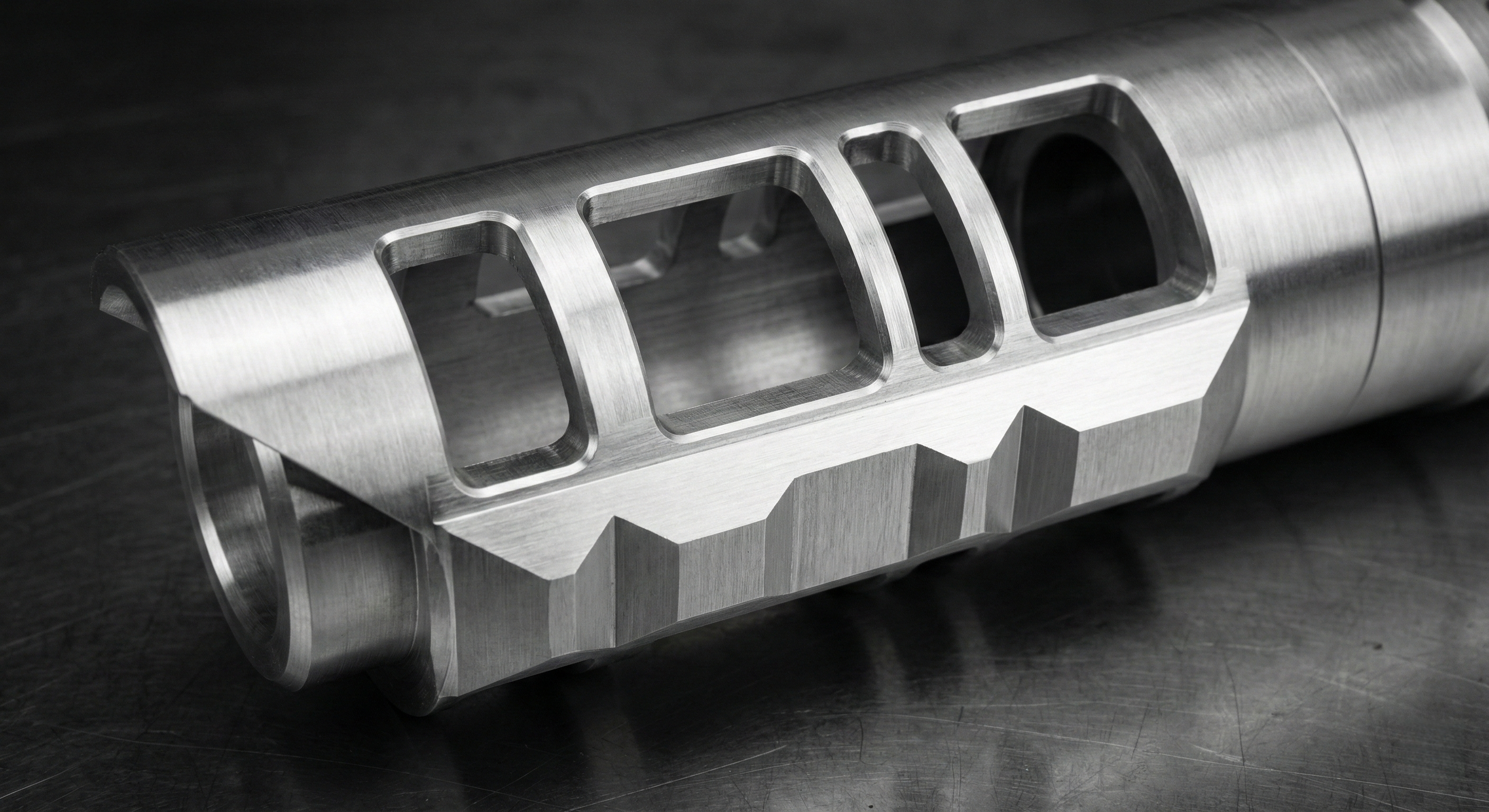
หน้าต่าง / การเจาะช่องโล่ง
การตัดช่องในส่วนของ Emitter
ฟังก์ชัน: ทำให้แสงจากใบมีดส่องผ่านด้านข้างของโลหะได้ ("เอฟเฟกต์การส่องผ่าน") จำเป็นสำหรับการออกแบบรูปแบบต่าง ๆ เช่น สไตล์สตาร์คิลเลอร์ หรือสไตล์ไคล่โอ เรน
พื้นผิวเชิงเรขาคณิต
การกลึงแต่งด้านข้างของท่อทรงกลมให้กลายเป็นท่อด้านสี่เหลี่ยม หกเหลี่ยม หรือแปดเหลี่ยม
ด้านความงาม: แปลงท่อกลวงธรรมดาให้กลายเป็นอาวุธเชิงเรขาคณิตที่ซับซ้อนและมีบรรยากาศแบบไซไฟ
การฉลาก
การใช้ดอกกัดขนาดเล็กมากในการสลักโลโก้ หรือสัญลักษณ์ของฝ่ายต่าง ๆ (เช่น ตราสัญลักษณ์เจได/ซิธ) หรือลวดลายแผงวงจร (ในสไตล์เปิดเผยแกนกลาง) ลงบนพื้นผิวโลหะโดยตรง
ข้อแตกต่างจากเลเซอร์: การสลักด้วยเครื่องกัดมีความลึก (ให้ความรู้สึกแบบสามมิติ) ในขณะที่การสลักด้วยเลเซอร์เป็นเพียงการเผาไหม้พื้นผิวเท่านั้น
2.การขึ้นรูปและการหล่อ: หัวใจหลักของการผลิตจำนวนมาก
เมื่อการออกแบบมีความซับซ้อนเกินกว่าที่เครื่อง CNC จะประมวลผลได้ หรือเมื่อมีปริมาณการผลิตสูงมาก (มากกว่า 1,000 ชิ้น) สามารถ ให้เปลี่ยนจากการกลึงมาเป็นการขึ้นรูปด้วยแม่พิมพ์ ซึ่งประกอบด้วยการสร้างแม่พิมพ์ต้นแบบแล้วเทโลหะหลอมละลายลงไปในแม่พิมพ์นั้น

2.1. การหล่อโลหะผสมสังกะสีด้วยแม่พิมพ์
"โลหะหนัก" สำหรับชิ้นส่วนที่มีความซับซ้อน
กระบวนการ (การหล่อแรงดันสูง – HPDC): เราสร้างแม่พิมพ์เหล็ก จากนั้นฉีดโลหะผสมสังกะสีแบบหลอมละลาย (Zamak) เข้าไปในแม่พิมพ์ภายใต้แรงดันสูง แล้วปล่อยให้เย็นตัวและแข็งตัวภายในไม่กี่วินาที
เหตุใดเราจึงใช้วิธีนี้
รูปร่างที่ซับซ้อน: เหมาะอย่างยิ่งสำหรับชิ้นส่วนที่มีเส้นโค้งแปลกประหลาด หรือกล่องควบคุมที่มีรายละเอียดซับซ้อนซึ่งเครื่อง CNC จะใช้เวลานานหลายชั่วโมงในการกัด
น้ำหนัก: สังกะสีมีน้ำหนักมาก (ความหนาแน่น 6.7 กรัม/ลูกบาศก์เซนติเมตร) ทำให้ด้ามจับราคาประหยัดรู้สึก "พรีเมียม" และมีน้ำหนักสมจริง
ต้นทุน: เมื่อจ่ายค่าแม่พิมพ์ครบแล้ว ราคาต่อหน่วยจะต่ำมากอย่างน่าทึ่ง
ข้อเสีย
ความเสี่ยงจาก "Pot Metal": สังกะสีเปราะ หากปล่อยให้ชิ้นส่วนสังกะสีบางๆ ตกกระทบพื้นคอนกรีต อาจหักได้
ปัญหาการชุบผิว: หากชิ้นหล่อมีฟองอากาศ (ความพรุน) การชุบผิวด้วยไฟฟ้าจะเกิดรอยบุ๋ม (จุดเล็กๆ)
2.2. การหล่อแบบเทียนละลาย (Steel Investment Casting)
ยังเป็นที่รู้จักกันในชื่อ "การหล่อแบบขี้ผึ้งหาย" (Lost Wax Casting)
การแก้ไขสำหรับธุรกิจต่อธุรกิจ (B2B): ผู้คน แทบไม่ใช้ "การหล่อแบบแม่พิมพ์ (Die Casting)" สำหรับเหล็ก เนื่องจากเหล็กหลอมละลายที่อุณหภูมิ 1500°C (ร้อนเกินไปสำหรับแม่พิมพ์ทั่วไป) แทนที่จะใช้ พวกเขา "การหล่อความแม่นยำสูง (Precision Casting)"
กระบวนการ:
สร้างโมเดลขี้ผึ้ง (ฉีดขี้ผึ้งเข้าไปในแม่พิมพ์)
เคลือบผิวขี้ผึ้งด้วยทรายเซรามิกเพื่อสร้างเปลือกหุ้ม
ทำให้ขี้ผึ้งละลายออก ("ขี้ผึ้งหาย")
เทเหล็กกล้าคาร์บอนหรือเหล็กกล้าไร้สนิมหลอมเหลวลงในเปลือกเซรามิก
เหตุใดเราจึงใช้วิธีนี้
รูปทรงที่ผลิตไม่ได้ด้วยวิธีอื่น: สำหรับชิ้นส่วนเช่น ศีรษะมังกร โครงกระดูก หรือเส้นโค้งแบบธรรมชาติบนส่วนปลายด้ามดาบ — เครื่องจักรกัดควบคุมด้วยคอมพิวเตอร์ (CNC) ไม่สามารถตัดบริเวณ "ใต้แนวหน้าตัด (undercuts)" หรือรูปร่างที่เลียนแบบสิ่งมีชีวิตได้ แต่การหล่อสามารถทำได้
ความแข็งแรงของวัสดุ: ต่างจากสังกะสี โลหะเหล็กที่ผ่านกระบวนการหล่อมีความแข็งแรงสูงมากและสามารถเชื่อมต่อได้
การประยุกต์ใช้ในแสงดาบ (Lightsabers):
ใบพัดข้าง (Crossguards): เช่น ช่องระบายอากาศด้านข้างที่มีลักษณะหยักบนแสงดาบของไคโล เรน
โครงสร้างภายในแบบโครงกระดูก (Internal Chassis Skeletons): สำหรับการออกแบบระดับพรีเมียมแบบ "Master Chassis" ที่ทำจากโลหะ
2.3. MIM (การขึ้นรูปโลหะด้วยการฉีดขึ้นรูป)
เทคนิคขั้นสูงแบบ "การหล่อ"
แนวคิด: ผสมผงโลหะเข้ากับตัวยึดพลาสติก จากนั้นฉีดขึ้นรูปเช่นเดียวกับพลาสติก แล้วจึงเผาตัวยึดพลาสติกออกเพื่อให้เหลือเฉพาะโลหะบริสุทธิ์
การใช้งาน: ชิ้นส่วนเหล็กขนาดเล็กมากและมีความแม่นยำสูงเป็นพิเศษ เช่น ปุ่มสวิตช์ น็อตยึด หรือกลไกตัวล็อก
3. การพ่นทราย / การพ่นลูกปัด
กระบวนการ: การพ่นวัสดุลงบนอลูมิเนียมเพื่อกำจัดรอยเครื่องจักร CNC
ตรรกะการจัดเกรด
ทรายหยาบ: คุ้มค่าใช้จ่าย ให้ลักษณะเชิงอุตสาหกรรม และซ่อนรอยขีดข่วนได้ดี
เม็ดแก้วละเอียด: ผิวสัมผัสระดับพรีเมียม สร้างพื้นผิวเนียนนุ่มแบบซาติน (สไตล์แอปเปิล) มีราคาสูงกว่าเนื่องจากใช้เวลานานในการประมวลผลและต้นทุนของวัสดุ
4. การขัดแบบแปรง
หน้าที่: สร้างเส้นลายตามแนวทิศทาง
ข้อดี: เหมาะอย่างยิ่งสำหรับซ่อนรอยขีดข่วนที่อาจเกิดขึ้นในอนาคต ต่างจากพื้นผิวที่ขัดเงา รอยขีดข่วนใหม่จะกลมกลืนเข้ากับพื้นผิวแบบขัดแปรงได้อย่างกลมกลืน
5.การเคลือบ
หลักเกณฑ์ต้นทุน: ขึ้นอยู่โดยสมบูรณ์กับค่า Ra เป้าหมาย (ค่าเฉลี่ยความหยาบผิว)
ผิวเงาสูง = ต้นทุนสูง: การได้ผิวแบบกระจกต้องผ่านกระบวนการขัดหลายขั้นตอน ข้อบกพร่องใดๆ จะมองเห็นได้ชัดเจน จึงทำให้อัตราการคัดทิ้งสูง
6. การให้สีด้วยสารเคมีและไฟฟ้าเคมี
การเปลี่ยนโครงสร้างโมเลกุลของพื้นผิว หมายเหตุ: จะมีการเปลี่ยนแปลงมิติของชิ้นงานเกิดขึ้นที่ขั้นตอนนี้

6.1 การชุบออกไซด์ (Anodizing)
สถานะ: เป็นกระบวนการหลักที่ใช้กันแพร่หลายในอุตสาหกรรม
หลักการทางฟิสิกส์: สร้างชั้นออกไซด์ที่เติบโตเข้าไปในและออกนอกพื้นผิวอลูมิเนียม โดยไม่หลุดร่อนเหมือนสีเคลือบ
6.2. การชุบด้วยไฟฟ้า
การใช้งาน: ใช้สำหรับผิวเคลือบที่มีลักษณะเป็นโครเมียม ทองคำแท้ หรือเงิน
การชุบด้วยไฟฟ้าอลูมิเนียม: ผิวเคลือบระดับ 'เครื่องประดับ'
การชุบด้วยไฟฟ้าจะเคลือบพื้นผิวอลูมิเนียมด้วยชั้นของโลหะอื่น ซึ่งต่างจากการชุบออกไซด์ (Anodizing) ที่ทำให้เกิดปฏิกิริยาแทรกซึมเข้าไปในเนื้อโลหะ ในขณะที่การชุบด้วยไฟฟ้าจะสร้างชั้นโลหะทับอยู่บนผิว จึงเพิ่มความหนาและให้ผิวเงาสะท้อนแสงแบบกระจก ซึ่งการชุบออกไซด์ไม่สามารถทำได้
คำเตือนด้านวิศวกรรม: การชุบด้วยไฟฟ้าเพื่อควบคุมความคลาดเคลื่อน (Tolerance Plating) จะเพิ่มความหนา 20–50 ไมครอน ท่านต้องออกแบบเกลียวให้มีความหลวมขึ้นเพื่อรองรับความหนานี้ มิฉะนั้นชิ้นส่วนจะไม่สามารถขันเข้าด้วยกันได้
ชั้นพื้นฐาน
ท่านอาจมองไม่เห็น แต่ชั้นเหล่านี้กำหนดความสำเร็จของกระบวนการ
การชุบด้วยนิกเกิล —— ชั้น 'ตัวยึด'
ลักษณะภายนอก: สีเงินอบอุ่น มีโทนเหลืองหรือทองเล็กน้อยเมื่อเทียบกับโครเมียม
หน้าที่: นี่คือชั้นพื้นฐานสำหรับการชุบด้วยไฟฟ้าทุกสีอื่นๆ
การตกแต่งแบบแยกต่างหาก: ใช้กับดาบสไตล์วินเทจบางรุ่น เพื่อให้ได้ผิวสัมผัสโลหะที่ดูผ่านการใช้งานมาแล้ว ("lived-in") ความแข็งของพื้นผิวนี้ต่ำกว่าโครเมียม แต่ให้คุณสมบัติในการต้านทานการกัดกร่อนได้อย่างยอดเยี่ยม
การชุบสังกะสี —— ห้ามใช้กับตัวถังอะลูมิเนียม
โดยทั่วไป ผู้คนมักจะไม่ชุบสังกะสีบนด้ามจับที่ทำจากอะลูมิเนียม เนื่องจากการชุบสังกะสีให้สีที่ไม่น่ามอง (สีเทาอมฟ้าหรือสีรุ้ง) และออกแบบมาเพื่อป้องกันเหล็กไม่ให้เกิดสนิม ซึ่งอะลูมิเนียมไม่เกิดสนิมอยู่แล้ว การชุบสังกะสีลงบนอะลูมิเนียมจึงไม่มีประโยชน์และดูราคาถูก
การใช้งาน: ใช้เฉพาะกับสกรูเหล็กหรือสปริงเหล็กที่อยู่ภายในเท่านั้น
ครอบครัวโครเมียม
ราชาแห่งความทนทาน
โครเมียมเงา —— แบบ "กระจก"
ลักษณะภายนอก: สีขาวอมฟ้าเย็นตา สะท้อนแสงได้สูงมาก เหมือนกระจก
คุณสมบัติทางกายภาพ: แข็งมาก (ค่าความแข็งวิคเกอร์ส HV 800 ขึ้นไป) ต้านทานรอยขีดข่วนจากแหวนหรือถุงมือได้ดีเยี่ยม
การนำไปใช้งาน: ให้ลุคคลาสสิกแบบไซไฟที่สะอาดเอี่ยม (เช่น ชุดเกราะสไตล์กัปตันฟาสม่า)
โครเมียมสีดำ — ฟินิชแบบ "ซิธ"
ภาพลักษณ์: สีเทาหมอกที่มืดสนิทและเงาลึก ให้ความรู้สึกเหมือน "ความมืดอันไหลลื่น"
ความแตกต่างจากสีดำแบบพ่น: สีพ่นดูเรียบแบน ในขณะที่โครเมียมสีดำให้ความรู้สึกเป็นโลหะและโปร่งแสง รักษาความรู้สึกของพื้นผิวโลหะไว้
โครเมียมไข่มุก / โครเมียมซาติน
ภาพลักษณ์: สีเงินแมตต์ ไม่สะท้อนแสง ให้ความรู้สึกเหมือนอุปกรณ์ห้องน้ำระดับพรีเมียม หรือพื้นผิวของแล็ปท็อป Apple MacBook (แต่ผ่านกระบวนการชุบโครเมียม)
สัมผัส: ลื่นมากแต่ไม่เหนียวเหนอะหนะ เหมาะสำหรับการจับยึด
ตระกูลสีทอง
ความหรูหราและสถานะทางสังคม
การชุบทองแท้ — 18K / 24K
ภาพลักษณ์: สีเหลืองเข้มอันงดงาม แสดงถึงความหรูหราอย่างชัดเจน
ต้นทุน: สูงมาก
ความทนทาน: ทองคำมีความนุ่ม จึงสึกกร่อนอย่างรวดเร็วเมื่อสัมผัสบ่อยหรือใช้งานหนัก (เช่น การต่อสู้)
ชุบเลียนแบบทองคำ / ชุบทองเหลือง
ลักษณะภายนอก: สีทองเหลือง แต่ค่อนข้างอ่อนกว่าหรือมีโทน "ทองเหลือง" มากกว่าทองคำแท้
ต้นทุน: ต่ำ
ข้อเสีย: จะเกิดคราบดำ (ออกซิเดชัน) ตามกาลเวลา ทำให้สูญเสียความเงางามหรือเปลี่ยนเป็นสีเขียวหากไม่เคลือบผิวด้วยสารป้องกันใส
ทองกุหลาบ
องค์ประกอบ: ชั้นโลหะผสมทองคำกับทองแดง
ลักษณะภายนอก: สีทองอมชมพู ทันสมัยและหรูหราอย่างยิ่ง
ความทนทาน: ดีกว่าทองคำ 24K เนื่องจากมีส่วนผสมของทองแดง แต่ยังคงมีแนวโน้มจางลงตามระยะเวลาหลายปี
การชุบพิเศษและหายาก
การชุบโรเดเนียม
ลักษณะภายนอก: สีดำเงา / เทาเข้ม คล้ายโครเมียมดำ แต่แข็งแกร่งกว่าและทนต่อการกัดกร่อนได้ดีกว่า ใช้ในเครื่องประดับระดับพรีเมียม
ต้นทุน: สูงมาก
ดีบุก-โคบอลต์
ลักษณะภายนอก: ดูคล้ายโครเมียมมาก แต่เข้มกว่าเล็กน้อย (เทาเย็น)
ข้อดี: มีคุณสมบัติ "Throwing Power" ยอดเยี่ยม (สามารถชุบลงในร่องลึกหรือรูเจาะได้ดีกว่าโครเมียม) เหมาะอย่างยิ่งสำหรับการออกแบบด้ามจับที่ซับซ้อน
การชุบแบบไฟฟ้า (Electroplating) กับการเคลือบแบบ PVD
(จำเป็นต้องอ่านสำหรับสีทองและสีรุ้ง)
ปัญหาของการชุบทองด้วยกระแสไฟฟ้า: ชั้นทองมีความนุ่มและจางหายไปตามเวลา
ทางออก: การเคลือบแบบ PVD (Physical Vapor Deposition) สำหรับพื้นผิวสีทอง สีทองชมพู และสีรุ้ง (Neo-Chrome) แนะนำให้ใช้ PVD แทนการเคลือบอะลูมิเนียม (หลังจากชุบไนโคลนแล้ว)

ไนไตรด์ไทเทเนียม (TiN): แข็งกว่าเหล็ก มีลักษณะคล้ายทองคำ ไม่หลุดลอกหรือขีดข่วนออกได้
สีรุ้ง / เงาแบบน้ำมันรั่ว: ทำได้เฉพาะด้วยกระบวนการ PVD เท่านั้น ไม่สามารถทำด้วยการชุบไฟฟ้า (electroplating)
6.3. การกัดกรด
กระบวนการ: ใช้กรดในการกำจัดโลหะ เพื่อสร้างลวดลายนูน
สำคัญต่อวิศวกรรม: การสะสมความคลาดเคลื่อนของค่าความคลาดเคลื่อน (Tolerance Stack-up) กระบวนการทางเคมีส่งผลอย่างมากต่อมิติของชิ้นงาน โดยการชุบไฟฟ้าจะเพิ่มความหนา ในขณะที่การกัดกรดจะลดปริมาณวัสดุ วิศวกรจำเป็นต้องคำนวณ "ค่าเผื่อกระบวนการ" (Process Allowance) ลงในแบบแปลน CAD อย่างแม่นยำ หากไม่คำนึงถึงค่าเผื่อนี้ จะส่งผลให้เกิดปัญหา เช่น ชิ้นส่วนไม่สามารถประกอบเข้าด้วยกันได้ ด้ายเกลียวเสียหาย หรือชิ้นส่วนติดแน่นเกินไป (แน่นเกินไปจนไม่สามารถเคลื่อนไหวได้)
7. การเคลือบผิว
การนำชั้นวัสดุภายนอกมาเคลือบบนพื้นผิวโลหะ

7.1. การเคลือบด้วยผง (Powder Coating)
ความทนทาน: ผงพลาสติกที่ผ่านการอบด้วยความร้อน มีความแข็งแรงเหนือกว่าสีแบบของเหลวอย่างมาก และทนต่อการกระแทกหรือการลอกหลุดในระหว่างการใช้งานหนัก
7.2. การทาสีและการฉายแสง UV
การใช้งาน: กราฟิกที่ซับซ้อน (เช่น เส้นสไตล์ไซเบอร์พังก์)
หน้าที่: โค้ตเคลือบ UV แบบใสเป็นสิ่งจำเป็นเพื่อปิดผนึกลวดลายและให้สัมผัสที่เรียบเนียน
7.3. การถ่ายโอนลวดลายด้วยน้ำ / การจุ่มลงในน้ำ (Hydro-dipping)
การใช้งาน: ลวดลายเม็ดไม้ ลายพราง และลายคาร์บอนไฟเบอร์บนพื้นผิวโค้ง
ข้อจำกัด: ลวดลายเป็นฟิล์มหมึกบาง ๆ จึงจำเป็นต้องเคลือบด้วยโค้ตใสที่มีความหนาเพื่อป้องกันการสึกกร่อน
8. การแปรรูปด้วยความร้อนและเลเซอร์
การผลิตแบบลบวัสดุสมัยใหม่โดยใช้พลังงานแสง
8.1. การแกะสลักด้วยเลเซอร์
พื้นผิว: กำจัดชั้นอะโนไดซ์ออก เพื่อเผยให้เห็นอลูมิเนียมดิบ (โลโก้สีขาว/สีเงิน)
8.2. การกัดลึกด้วยเลเซอร์
พื้นผิว: เผาลึกลงไปในโลหะเพื่อสร้างพื้นผิวที่ให้แรงยึดเกาะหรือลวดลายนูนโดยไม่ใช้สารเคมี
9. การแปรรูปหลังการผลิต / การทำให้ดูเก่า
จิตวิญญาณของแบบจำลอง: การเปลี่ยนผลิตภัณฑ์จากโรงงานให้กลายเป็นอาวุธที่ผ่านศึกมาแล้ว

9.1. การทำให้ดูเก่าด้วยวิธีทางกายภาพ
เทคนิค: ใช้กระดาษทราย หินขัด หรือตะไบ เพื่อเลียนแบบความเสียหายจากการต่อสู้และรอยสึกกร่อนตามขอบ
9.2. การทำให้ดูเก่าด้วยวิธีทางเคมี
เทคนิค: ใช้สารเคลือบอะลูมิเนียมสีดำ (ซีเลเนียมไดออกไซด์) เพื่อทำให้อะลูมิเนียมดิบเกิดปฏิกิริยาออกซิเดชันจนกลายเป็นคราบสีเทาเข้ม/ดำทันที
คำเตือนเรื่องต้นทุนและความปลอดภัย:
อันตรายต่อสุขภาพ: สารเคมีเหล่านี้มีพิษและก่อมะเร็ง ผู้ปฏิบัติงานต้องสวมใส่อุปกรณ์ป้องกันส่วนบุคคลอย่างครบถ้วน (PPE)
ต้นทุนสูง: การทาด้วยมือมีความช้า และมาตรการความปลอดภัยที่เข้มงวดทำให้ต้นทุนแรงงานเพิ่มขึ้นอย่างมาก